采用超微粉技术和精密粒度级配,优化材料的显微结构和热膨胀系数,在电炉频繁的送电-断电-高温-冷却循环中炉盖不产生大尺寸结构裂纹,有效抵抗三角区开裂这一炉盖最常见损毁形式。
配方针对炉内CO、CO₂、SO₂等高温腐蚀性气体、钢渣飞溅和高温弧光辐射等多重损毁因素协同优化,材料表面不粉化、不被气体侵蚀、不被钢渣釉化。
采用无水泥或低水泥结合体系,高温下不产生过大的收缩或膨胀,炉盖整体结构尺寸稳定,消除因体积变化导致的炉盖变形和三角区开裂。
水泥结合和无水泥结合两种技术路线可选,涵盖普通电炉、超高功率电炉、LF精炼炉、VD真空精炼炉等多种炉型。
| 项目 | PN-1(水泥结合) | PN-2(无水泥结合) |
|---|---|---|
| Al₂O₃(%)≥ | 70 | 80 |
| 体积密度 110℃×24h(g/cm³)≥ | 2.70 | 2.85 |
| 耐压强度 110℃×24h(MPa)≥ | 30 | 35 |
| 耐压强度 1500℃×3h(MPa)≥ | 60 | 70 |
| 抗折强度 110℃×24h(MPa)≥ | 6 | 8 |
| 抗折强度 1500℃×3h(MPa)≥ | 12 | 15 |
| 永久线变化率 1500℃×3h(%) | ±0.5 | ±0.5 |
| 使用温度(℃) | 1600 | 1650 |
检测方法标准:GB/T 16555、GB/T 2997、GB/T 5072、GB/T 3001、GB/T 5988。
| 项目 | 要求 |
|---|---|
| 外形尺寸偏差(mm) | ±3.0 |
| 三角区尺寸偏差(mm) | ±2.0 |
| 电极孔内径偏差(mm) | ±2.0 |
| 缺棱掉角深度(mm)≤ | 10 |
| 裂纹宽度(mm)≤ | 0.5 |
| 层裂 | 不允许 |
钢铁冶炼行业电炉和精炼炉系统。适用于普通电炉炉盖、超高功率电炉炉盖、LF精炼炉炉盖、VD真空精炼炉炉盖等。
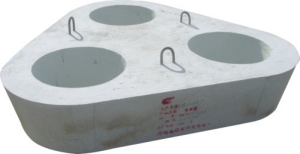
炉盖以预制件形式在工厂预制成型并完成烧成,运至现场后通过起重设备整体吊装就位。安装前检查炉盖钢结构框架和预制件完整性。吊装就位后与炉体配合检查密封性。随电炉烘烤曲线升温。注意事项:避免雨淋、浸水。
提供以下订制范围:Al₂O₃含量和结合体系可按炉型和冶炼钢种选定;炉盖外形尺寸和电极孔布置可按电炉设计图纸定制;抗热震等级可按送电制度调整。具体参数与工艺细节请联系技术团队确认。
草绳包装或根据客户要求。大型炉盖预制件单独绑扎固定,防碰撞加固。标注牌号、型号、生产批号、生产日期。
现场技术指导服务包含在产品服务内。由公司技术工程师赴现场提供炉盖工况评估、选型推荐、吊装安装方案交底与现场督导、烘烤方案制定、三角区在线监控和寿命评估等服务。不单独收取指导费用。
自出厂之日起6个月(预制件为不定型材料烧成)。产品须在防潮、阴凉处(5–35℃)存放,避免雨淋和浸水。